จิงซือ
จิงซือ
จิงซือ
จิงซือ
จิงซือ
จิงซือ
จิงซือ
จิงซือ
จิงซือ
การปรับระดับโลหะแผ่นเป็นขั้นตอนสำคัญในการผลิตโลหะสมัยใหม่ ก่อนที่การตัด ดัด เชื่อม หรือปั๊มใดๆ จะสามารถให้ผลลัพธ์ที่สม่ำเสมอ วัตถุดิบจะต้องแบนอย่างแท้จริง ไม่ใช่แค่ดูแบนเท่านั้น แต่ยังปราศจากความเครียดและมีเสถียรภาพในมิติ การเลือกวิธีการปรับระดับที่ไม่ถูกต้องจะทำให้ชิ้นส่วนถูกปฏิเสธ การทำงานซ้ำ และความล้มเหลวของกระบวนการดาวน์สตรีม คู่มือนี้ครอบคลุมวิธีการปรับระดับโลหะแผ่นที่สำคัญทุกวิธี อธิบายหลักฟิสิกส์เบื้องหลังแต่ละวิธี และให้กรอบการทำงานที่เป็นประโยชน์สำหรับการเลือกวิธีการที่เหมาะสมโดยพิจารณาจากข้อกำหนดด้านวัสดุ ปริมาตร และความแม่นยำของคุณ
ทำไมโลหะแผ่นจึงต้องมีการปรับระดับ
แผ่นโลหะออกจากโรงสีในรูปแบบม้วน ในระหว่างการขดม้วน พื้นผิวด้านนอกจะยืดออกในขณะที่พื้นผิวด้านในถูกบีบอัด เพื่อล็อคความเค้นที่ตรงข้ามกันไว้ในโครงสร้างเกรนของวัสดุ เมื่อศูนย์บริการคลาย ยืด และตัดแผ่นให้ยาว ความเค้นเหล่านั้นจะไม่หายไปทั้งหมด แต่จะติดอยู่ภายในสิ่งที่ดูเหมือนเป็นชิ้นโลหะแบน
ปัญหาจะปรากฏให้เห็นทันทีที่ใช้กระบวนการตัดด้วยความร้อน เช่น การตัดด้วยเลเซอร์หรือพลาสมา ความร้อนจะปลดปล่อยความเครียดที่ล็อคไว้ และส่วนโค้งงอ โค้งงอ หรือเกิดคลื่นที่ขอบและศูนย์กลาง การบิดเบี้ยวแบบเดียวกันนี้เกิดขึ้นหลังจากการเจาะหรือการปัดแบบละเอียด แม้แต่ชิ้นส่วนที่ตัดด้วยกลไกก็ยังมีแรงเค้นตกค้างซึ่งทำให้รูปทรงบิดเบี้ยวในระหว่างการขึ้นรูปหรือการเชื่อมในภายหลัง
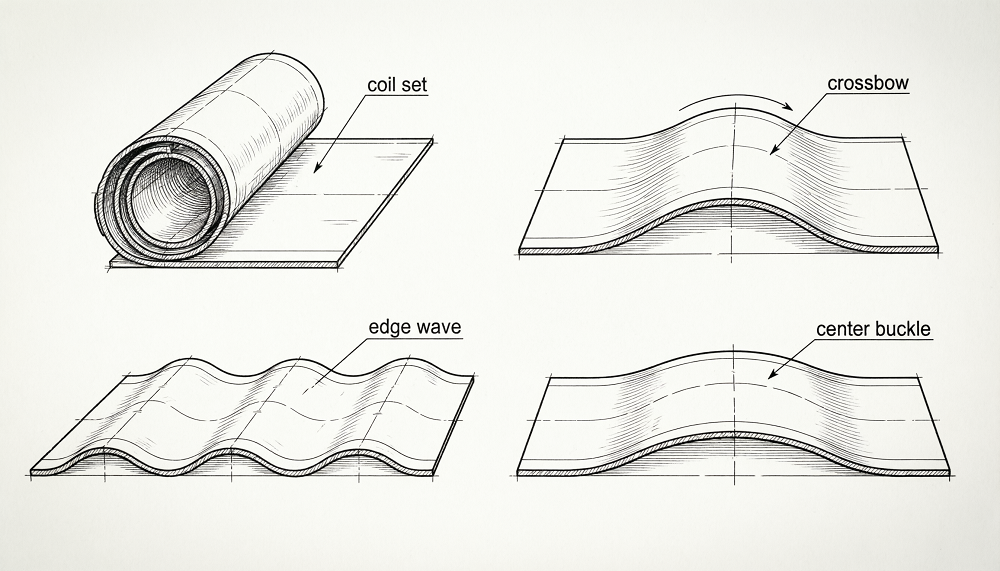
ข้อบกพร่องด้านความเรียบทั่วไปที่การปรับระดับต้องแก้ไข ได้แก่:
- ชุดคอยล์: คันชักตามยาวตามทิศทางการขดม้วน รุนแรงที่สุดไปทางแกนขด
- หน้าไม้: คันธนูตามขวางตั้งฉากกับทิศทางการกลิ้ง โดยให้จุดศูนย์กลางยกขึ้นเหนือขอบ
- คลื่นขอบ: ขอบหยักที่เกิดจากแรงอัดในโซนขอบที่สัมพันธ์กับศูนย์กลาง
- หัวเข็มขัดตรงกลาง: การโก่งงอแบบแปลนตรงกลางแผ่นโดยที่กึ่งกลางยาวกว่าขอบ
- บิด: การบิดเบี้ยวในแนวทแยงบนพื้นผิวชิ้นส่วน มักเกิดขึ้นระหว่างการตัดหรือการจัดการแบบไม่สมมาตร
ข้อบกพร่องแต่ละประเภทมีโปรไฟล์ความเค้นที่แตกต่างกัน ดังนั้นจึงตอบสนองต่อวิธีการปรับระดับแต่ละวิธีแตกต่างกัน ความเข้าใจ มาตรฐานความเรียบของแผ่นโลหะ ก่อนที่จะเลือกกระบวนการปรับระดับจะช่วยให้คุณสามารถกำหนดเกณฑ์การยอมรับที่วัดผลได้และหลีกเลี่ยงข้อพิพาทในการทดสอบเดินเครื่อง
ค้อนและปรับระดับเปลวไฟ
การปรับระดับด้วยค้อนเป็นวิธีการปรับระดับโลหะแผ่นที่เก่าแก่ที่สุด และยังคงใช้อยู่ในปัจจุบันสำหรับสถานการณ์เฉพาะที่การปรับระดับด้วยเครื่องจักรไม่สามารถทำได้ ผู้ปฏิบัติงานที่มีประสบการณ์ทุบแผ่นงานด้วยค้อนในรูปแบบที่จงใจ เพื่อขยายบริเวณที่ถูกบีบอัด และบรรเทาความเข้มข้นของความเค้นเฉพาะที่ การปรับระดับเปลวไฟทำงานบนหลักการที่เกี่ยวข้อง: คบเพลิงให้ความร้อนในพื้นที่เฉพาะ ทำให้เกิดการขยายตัวเนื่องจากความร้อน เมื่อโซนเย็นลงและหดตัว มันจะดึงวัสดุที่อยู่รอบๆ ไปยังจุดที่ร้อนขึ้น เพื่อแก้ไขการโค้งงอของท้องถิ่น
ทั้งสองวิธีต้องการทักษะที่สำคัญ ผลลัพธ์ขึ้นอยู่กับความสามารถของผู้ปฏิบัติงานโดยตรงในการอ่านชิ้นส่วน ตัดสินการกระจายความเครียด และการใช้พลังงานที่เหมาะสมในลำดับที่ถูกต้อง ไม่มีผู้ปฏิบัติงานสองคนใดที่ให้ผลลัพธ์ที่เหมือนกัน และไม่มีส่วนใดส่วนหนึ่งที่สามารถทำซ้ำได้อย่างมั่นใจ งานชิ้นเดียวอาจใช้เวลาตั้งแต่ 30 นาทีไปจนถึงหลายชั่วโมงในการปรับระดับ ขึ้นอยู่กับความรุนแรงของการบิดเบี้ยวและความซับซ้อนของชิ้นส่วน

เมื่อการปรับระดับค้อนและเปลวไฟสมเหตุสมผล
- โครงสร้างหรือรอยเชื่อมที่ประกอบไว้แล้วที่ไม่สามารถผ่านเครื่องลูกกลิ้งได้
- ปริมาณการผลิตที่น้อยมากซึ่งต้นทุนการติดตั้งเครื่องจักรไม่สมเหตุสมผล
- ชิ้นส่วนที่มีรูปร่างกำหนดเองหรือผิดปกติซึ่งไกด์เครื่องจักรไม่สามารถรองรับได้
- การแก้ไขส่วนประกอบสำเร็จรูปที่ไซต์งานซึ่งมีพิกัดความเผื่อของขนาดอยู่ในระดับปานกลาง
สำหรับสภาพแวดล้อมการผลิตที่ปริมาณงาน ความสามารถในการทำซ้ำ หรือความคลาดเคลื่อนของความเรียบที่แม่นยำ การปรับระดับค้อนและเปลวไฟไม่เหมาะสม ปัจจัยด้านมนุษย์ทำให้ไม่สามารถรับประกันผลลัพธ์ที่สม่ำเสมอในแต่ละชุดงานได้
กดและยืด กดปรับระดับ
เครื่องยืดผมจะรองรับแผ่นหรือแผ่นที่จุดสองจุด และใช้แม่พิมพ์ขึ้นรูปเพื่อกดวัสดุให้เรียบระหว่างจุดรองรับเหล่านั้น กระบวนการนี้กำหนดเป้าหมายไปยังตำแหน่งเฉพาะในส่วนที่มีการบิดเบือนความเข้มข้น โดยทั่วไปจำเป็นต้องมีรอบการกดหลายครั้งก่อนที่ชิ้นส่วนจะมีความเรียบที่ยอมรับได้ เนื่องจากการกดแต่ละครั้งจะแก้ไขพื้นที่หนึ่งในขณะที่อาจก่อให้เกิดความเค้นในโซนที่อยู่ติดกัน
ผู้ผลิตบางรายใช้เบรกกดเป็นตัวปรับระดับชั่วคราว ซึ่งสามารถแก้ไขการเสียรูปที่มองเห็นได้เพียงครั้งเดียว แต่ไม่ได้จัดการกับความเครียดภายในแบบกระจาย เครื่องยืดผมโดยเฉพาะให้การควบคุมที่ดีกว่าการกดเบรกที่ใช้ซ้ำสำหรับการปรับระดับ แต่ยังคงไม่ตรงกับปริมาณงานหรือความลึกในการบรรเทาความเครียดของระบบแบบลูกกลิ้ง
โดยทั่วไปแล้วการปรับระดับชิ้นส่วนเดียวบนแท่นยืดผม สูงสุด 60 นาที และต้องใช้ผู้เชี่ยวชาญในการตีความพฤติกรรมของชิ้นส่วนระหว่างจังหวะ วิธีการนี้สามารถนำไปใช้ได้จริงมากขึ้นกับเพลตที่มีความหนามากกว่า 50 มม. ซึ่งตัวปรับระดับลูกกลิ้งอาจขาดความสามารถทางกล และสำหรับการผลิตในปริมาณน้อยซึ่งการลงทุนเครื่องจักรไม่สมเหตุสมผล
ข้อจำกัดที่ต้องพิจารณา
- ไม่สามารถจัดการกับความเครียดภายในแบบกระจายได้ — มีเพียงข้อบกพร่องทางเรขาคณิตที่มองเห็นได้ที่จุดแยกเท่านั้น
- ความเสี่ยงของการดีดกลับต้องอาศัยรอบการกดซ้ำๆ และรอบเวลาที่ยาวนานขึ้น
- อาศัยวิจารณญาณของผู้ปฏิบัติงานอย่างมาก ทำให้ความสามารถในการทำซ้ำระหว่างตัวดำเนินการแปรผัน
- ไม่เหมาะสำหรับโลหะแผ่นบาง — ความเข้มข้นของการรับน้ำหนักเฉพาะจุดสูงอาจเสี่ยงต่อความเสียหายที่พื้นผิวหรือการทำเครื่องหมายถาวร
การปรับระดับลูกกลิ้ง: จากเครื่องหนีบผมธรรมดาไปจนถึงระบบที่มีความแม่นยำ
การปรับระดับลูกกลิ้งเป็นวิธีการปรับระดับโลหะแผ่นทางอุตสาหกรรมที่ใช้กันอย่างแพร่หลายมากที่สุด แผ่นงานจะเคลื่อนผ่านชุดลูกกลิ้งที่เซซึ่งทำให้เกิดการโค้งสลับกันของแอมพลิจูดที่ลดลงอย่างต่อเนื่อง การเปลี่ยนรูปแบบยืดหยุ่นและพลาสติกซ้ำๆ นี้จะกระจายความเค้นภายในใหม่ทั่วทั้งหน้าตัด และผลักดันวัสดุให้อยู่ในสถานะแบนที่สม่ำเสมอและบรรเทาความเครียด
ฟิสิกส์พื้นฐานเป็นไปตามคลื่นไซน์ที่ลดลง: ปลายรายการจะใช้ระยะการโค้งงอที่ใหญ่ที่สุด และคู่ลูกกลิ้งที่ต่อเนื่องกันแต่ละคู่จะลดการกระจัดจนกว่าวัสดุจะออกจากสภาวะความเค้นใกล้เป็นกลาง ประสิทธิผลของกระบวนการขึ้นอยู่กับตัวแปรสามตัวที่สัมพันธ์กัน: เส้นผ่านศูนย์กลางลูกกลิ้ง ระยะพิทช์ลูกกลิ้ง (ระยะห่างจากศูนย์กลางถึงกึ่งกลาง) และความลึกในการกด (การเจาะ) .
เครื่องปรับระดับแบบลูกกลิ้งธรรมดา (เครื่องหนีบผม)
เครื่องหนีบผมธรรมดาใช้ลูกกลิ้งอย่างน้อยเจ็ดลูกกลิ้งซึ่งมีเส้นผ่านศูนย์กลางค่อนข้างใหญ่และระยะห่างกว้าง สามารถจัดการกับเพลทที่หนาขึ้นและมีช่วงความหนาที่จำกัด เนื่องจากลูกกลิ้งไม่ได้รับการรองรับการโก่งตัวภายใต้ภาระ ลูกกลิ้งจึงโค้งงอภายใต้แรงกด ทำให้เกิดการโค้งงอที่ไม่สม่ำเสมอตลอดความกว้างของแผ่น ผลลัพธ์ความเรียบนั้นเพียงพอสำหรับการใช้งานโครงสร้างทั่วไป แต่ไม่เพียงพอสำหรับการผลิตที่มีความแม่นยำ มักจำเป็นต้องผ่านเครื่องจักรหลายครั้ง และกระบวนการยังคงขึ้นอยู่กับประสบการณ์ของผู้ปฏิบัติงานในการตั้งค่าลูกกลิ้งอย่างถูกต้อง
เครื่องปรับระดับหลายลูกกลิ้งที่แม่นยำ
เครื่องปรับระดับที่แม่นยำจะเพิ่มลูกกลิ้งกลางและลูกกลิ้งรองรับด้านหลังลูกกลิ้งทำงานเพื่อป้องกันการโก่งตัวภายใต้ภาระ ช่วยให้ลูกกลิ้งทำงานมีเส้นผ่านศูนย์กลางเล็กลงและระยะพิทช์แคบลง ซึ่งจะเพิ่มจำนวนรอบการดัดต่อหน่วยความยาวแผ่น และปรับปรุงความสามารถของเครื่องในการแก้ไขข้อบกพร่องของคลื่นสั้น เช่น คลื่นที่ขอบและหัวเข็มขัดตรงกลาง ระบบความแม่นยำสามารถบรรลุค่าความเรียบของ 0.1 มม./ม. หรือดีกว่า — ข้อกำหนดสำหรับใบเลื่อย ส่วนประกอบการปั๊มที่แม่นยำ และส่วนประกอบแผ่นโลหะที่มีความทนทานละเอียด
เมื่อเปรียบเทียบกับวิธีการแบบแมนนวล การปรับระดับลูกกลิ้งจะช่วยลดรอบเวลาได้อย่างมาก ชิ้นส่วนที่ต้องใช้แรงกดเบรกหรือการปรับระดับค้อนด้วยมือเป็นเวลา 10 นาทีสามารถดำเนินการได้ภายในเวลาไม่ถึงหนึ่งนาทีบนเครื่องปรับระดับลูกกลิ้งที่มีความแม่นยำ ซึ่งแปลว่าเป็นการลดต้นทุนที่วัดผลได้ในการดำเนินงานที่มีปริมาณมาก
เครื่องรีด (ระบบสามลูกกลิ้ง)
การกำหนดค่าแบบลูกกลิ้งที่ง่ายที่สุดใช้ลูกกลิ้งออฟเซ็ตสามตัว แผ่นจะโค้งงอไปรอบๆ ลูกกลิ้งขณะที่มันเคลื่อนผ่าน และกระบวนการนี้จะทำซ้ำจนกระทั่งความเรียบเป็นที่ยอมรับได้ วิธีการนี้ใช้ได้ผลเฉพาะกับชิ้นส่วนที่มีข้อบกพร่องด้านความเรียบสม่ำเสมอและเรียบง่ายเท่านั้น ไม่ได้จัดการกับความเครียดภายใน และต้องทำซ้ำหลายครั้งสำหรับวัสดุใดๆ ที่มีการบิดเบือนอย่างมาก เหมาะที่สุดสำหรับโรงปฏิบัติงานที่ต้องจัดการการแก้ไขการโค้งงอของแสงที่ระดับเสียงต่ำ
การปรับระดับความตึงเครียด
การปรับระดับความตึงจะยืดแผ่นออกตามแนวยาวโดยการดึงระหว่างม้วนปรับความตึงสองอัน จนกระทั่งความเค้นที่ใช้นั้นเกินความแข็งแรงครากของวัสดุ เมื่อแผ่นรีดสม่ำเสมอทั่วทั้งหน้าตัด ความแตกต่างของความเค้นระหว่างโซนที่ถูกบีบอัดก่อนหน้านี้และโซนรับแรงดึงจะลดลง และวัสดุจะออกจากสภาวะเรียบและมีแรงเค้นตกค้างต่ำ
ระบบปรับระดับแรงตึงทางอุตสาหกรรมหลายระบบผสมผสานการดัดงอของลูกกลิ้งเข้ากับการดึงแรงตึงในแนวทางแบบไฮบริด โดยแผ่นจะผ่านลูกกลิ้งดัดเพื่อกระจายความเค้นรวมอีกครั้ง จากนั้นจึงผ่านการปรับแรงตึงเพื่อให้ได้ความเรียบในขั้นตอนสุดท้ายและความหนาสม่ำเสมอ การผสมผสานนี้มีประสิทธิภาพโดยเฉพาะอย่างยิ่งสำหรับเหล็กที่มีความแข็งแรงสูงและวัสดุที่บางมาก ซึ่งระบบแบบลูกกลิ้งเท่านั้นประสบปัญหาในการโค้งงอที่เพียงพอโดยไม่เกิดความเสียหายเมื่อสัมผัสพื้นผิว
การใช้งานที่ดีที่สุดสำหรับการปรับระดับความตึง
- แผ่นและฟอยล์บางมากโดยที่ลูกกลิ้งขนาดเล็กยังคงทำเครื่องหมายพื้นผิวไว้
- เกรดเหล็กความแข็งแรงสูงที่มีอัตราส่วนครากต่อแรงดึงใกล้เคียงกับ 1.0 ซึ่งดัดงอได้ยากโดยไม่ต้องรับแรงมากเกินไป
- สายการผลิตคอยล์ที่วัสดุทำงานอย่างต่อเนื่องและการควบคุมความตึงเป็นส่วนหนึ่งของสถาปัตยกรรมสายการผลิตแล้ว
- การใช้งานที่ความหนาสม่ำเสมอตลอดความกว้างมีความสำคัญพอๆ กับความเรียบ
ข้อเสียเปรียบคือความซับซ้อนและต้นทุนเงินทุน การปรับระดับความตึงจำเป็นต้องมีการควบคุมวงล้อปรับความตึงอย่างแม่นยำ และการสอบเทียบอย่างระมัดระวัง เพื่อหลีกเลี่ยงการเกิดความเค้นตามยาวใหม่จากการดึงที่ไม่สม่ำเสมอ วิธีนี้ไม่ค่อยมีประโยชน์สำหรับการปรับระดับแบบทีละส่วนหลังการตัด และส่วนใหญ่จะใช้ในสภาพแวดล้อมการประมวลผลคอยล์
การรีดร้อนและการรีดเย็นปรับระดับ
การปรับระดับการรีดเย็นจะส่งแผ่นผ่านลูกกลิ้งที่อุณหภูมิห้องหรือใกล้อุณหภูมิห้อง โดยใช้แรงดันสูงซึ่งจะทำให้วัสดุเปลี่ยนรูปเป็นพลาสติก วิธีการนี้ไม่เพียงแต่แก้ไขความเรียบเท่านั้น แต่ยังปรับปรุงผิวสำเร็จและเพิ่มคุณสมบัติทางกลอีกด้วย ความแข็งและความต้านทานแรงดึงเพิ่มขึ้นเนื่องจากการชุบแข็งของงาน เหมาะสมเมื่อคุณภาพพื้นผิวเป็นข้อกำหนดหลัก เช่น สำหรับช่องว่างของแผงตัวถังรถยนต์หรือพื้นผิวทางวิศวกรรมที่มีความแม่นยำ ข้อจำกัดก็คือการรีดเย็นนั้นจำกัดอยู่ที่เกจที่บางกว่า แผ่นที่หนามากต้องใช้แรงมากเกินไป และผลจากการแข็งตัวของงานสามารถลดความเหนียวลงจนถึงจุดที่ส่งผลต่อการขึ้นรูปส่วนท้ายน้ำ
การปรับระดับแบบรีดร้อนจะทำให้แผ่นร้อนเหนืออุณหภูมิการตกผลึกใหม่ก่อนที่จะส่งผ่านลูกกลิ้งปรับระดับ อุณหภูมิที่สูงขึ้นจะลดความแข็งแรงของผลผลิตและเพิ่มความเหนียว ทำให้แผ่นหนาเปลี่ยนรูปได้ง่ายขึ้นมาก ความร้อนยังช่วยเร่งการบรรเทาความเครียดอีกด้วย วิธีการนี้เป็นมาตรฐานในการแปรรูปเหล็กขั้นปฐมภูมิและการผลิตแผ่นเพลทเกรดการต่อเรือ ต้นทุนพลังงานของการทำความร้อนถือเป็นข้อเสียหลักในการปฏิบัติงาน และการบำบัดด้วยความร้อนสามารถเปลี่ยนโครงสร้างจุลภาคของวัสดุในลักษณะที่ต้องมีการตรวจสอบหลังกระบวนการสำหรับการใช้งานที่ไวต่อข้อมูลจำเพาะ
การปรับระดับที่แม่นยำด้วยระบบไฮดรอลิก: มาตรฐานอุตสาหกรรมสมัยใหม่
การปรับระดับความแม่นยำด้วยไฮดรอลิกแสดงถึงความทันสมัยในปัจจุบันในการปรับระดับโลหะแผ่นสำหรับสภาพแวดล้อมการผลิต ต่างจากเครื่องปรับระดับลูกกลิ้งเชิงกลที่แรงกดได้รับการแก้ไขโดยการปรับสกรู เครื่องปรับระดับไฮดรอลิก ใช้กระบอกไฮดรอลิกแบบวงปิดเพื่อควบคุมแรงกดและช่องว่างลูกกลิ้งแบบไดนามิกทั่วทั้งความกว้างของแผ่น ช่วยให้ระบบสามารถรักษาพลังงานการดัดงอได้สม่ำเสมอ แม้ว่าความหนาของวัสดุ ความแข็งแรงของผลผลิต หรืออุณหภูมิจะแตกต่างกันไปในชุดการผลิตก็ตาม

หลักการทำงานยังคงสลับการดัดงอด้วยพลาสติกยืดหยุ่น แต่ความแม่นยำของไดรฟ์ไฮดรอลิกจะปลดล็อกความสามารถที่ระบบกลไกไม่สามารถทำได้:
- ช่วงวัสดุกว้าง: ระบบไฮดรอลิกสามารถแปรรูปวัสดุตั้งแต่ฟอยล์ทองแดงบางเฉียบ 0.1 มม. ไปจนถึงแผ่นโลหะผสมหนาพิเศษ 60 มม. ภายในเครื่องจักรตระกูลเดียว โดยสลับระหว่างพวกมันผ่านสูตรที่เก็บไว้
- การควบคุมเม็ดมะยมแบบแอคทีฟ: ลูกกลิ้งรองรับที่อยู่ด้านหลังลูกกลิ้งทำงานได้รับการปรับแบบไฮดรอลิกทีละโซน ชดเชยการโก่งตัวของลูกกลิ้งภายใต้ภาระ และรับประกันการโค้งงอสม่ำเสมอบนแผ่นกว้าง ซึ่งสำคัญมากสำหรับการกำจัดคลื่นที่ขอบและหัวเข็มขัดตรงกลางพร้อมกัน
- การดำเนินการตามสูตรที่ทำซ้ำได้: พารามิเตอร์เฉพาะของวัสดุ (แรง การเจาะ ความเร็ว) จะถูกจัดเก็บและเรียกคืนโดยอัตโนมัติ ขจัดความผันแปรในการตั้งค่าที่ขึ้นอยู่กับผู้ปฏิบัติงานในแต่ละกะ
- การจัดการวัสดุที่มีรูพรุนและผ่านความร้อน: การควบคุมแรงดันลูกกลิ้งแบบโซนต่อโซนขั้นสูงช่วยให้สามารถเลือกการยืดตัวตามความกว้างได้ ทำให้สามารถปรับระดับวัสดุที่เอาชนะระบบที่ง่ายกว่าได้ เช่น แผ่นเจาะรู แผ่นช่องว่างหลังผ่านความร้อน และแผ่นที่มีแรงดึงสูง
ความแตกต่างที่สำคัญระหว่างการออกแบบเครื่องปรับระดับไฮดรอลิกอยู่ที่สถาปัตยกรรมการควบคุม การควบคุมแรงดันไฮดรอลิกเพียงอย่างเดียวไม่เทียบเท่ากับการควบคุมตำแหน่งลูกกลิ้งหรือแรงของกระบอกสูบแบบวงปิด การป้อนกลับตำแหน่งและแรง — ผ่านสเกลเชิงเส้นและโหลดเซลล์ — คือสิ่งที่ช่วยให้สามารถทำซ้ำได้ในแต่ละวัน เมื่อเผชิญกับการเปลี่ยนแปลงของอุณหภูมิน้ำมัน การเปลี่ยนแปลงการตอบสนองของวาล์ว และการสึกหรอของส่วนประกอบอย่างค่อยเป็นค่อยไป เครื่องจักรที่ใช้การควบคุมแรงดันเพียงอย่างเดียวจะให้ผลลัพธ์ที่สม่ำเสมอภายในช่วงการทำงานที่แคบเท่านั้น
สำหรับการดำเนินการผลิตจำนวนมากในชิ้นส่วนยานยนต์ โลหะแผ่นที่มีความแม่นยำ ชิ้นส่วนลิฟต์ ใบเลื่อย และเปลือกอิเล็กทรอนิกส์ การปรับระดับความแม่นยำแบบไฮดรอลิกเป็นวิธีการที่รับประกันความเรียบระดับการผลิตที่บรรลุผลสำเร็จและตรวจสอบได้ สำรวจอย่างเต็มรูปแบบของ การใช้งานในอุตสาหกรรม โดยที่การปรับระดับที่แม่นยำช่วยให้กระบวนการปรับปรุงที่วัดผลได้
การปรับระดับเปล
การปรับระดับเปลหามใช้ที่หนีบไฮดรอลิกเพื่อจับแผ่นที่ปลายทั้งสองข้างแล้วดึงไปหลายทิศทางพร้อมกันจนกว่าความเค้นภายในจะเท่ากันโดยให้ค่าที่สม่ำเสมอตลอดทั้งหน้าตัด แตกต่างจากการปรับระดับความตึงในสายการผลิตคอยล์ การปรับระดับเปลทำงานบนแผ่นหรือเพลทที่ตัดแยกกัน และได้รับการออกแบบสำหรับวัสดุที่การไล่ระดับความเค้นตามยาวและตามขวางจำเป็นต้องแก้ไขในการทำงานครั้งเดียว
วิธีการนี้ให้ความเรียบและการบรรเทาความเค้นตกค้างที่ดีเยี่ยม แต่ช้ากว่าการปรับระดับลูกกลิ้งแบบต่อเนื่องหรือการปรับระดับความตึง และเหมาะที่สุดสำหรับการใช้งานที่มีมูลค่าสูงและปริมาณน้อย เช่น แผ่นการบินอวกาศ แผ่นช่องว่างที่มีโครงสร้างหนา หรือแผ่นโลหะผสมแบบพิเศษ ซึ่งต้นทุนชิ้นส่วนทำให้รอบเวลายาวนานขึ้น ต้องมีการสอบเทียบอย่างระมัดระวัง: การยืดตัวไม่เพียงพอจะทำให้เกิดความเค้นตกค้าง การยืดมากเกินไปจะเปลี่ยนขนาดและคุณสมบัติทางกลอย่างถาวร
วิธีการเลือกวิธีการปรับระดับโลหะแผ่นให้เหมาะสม
วิธีการปรับระดับที่ถูกต้องจะพิจารณาจากคุณสมบัติของวัสดุ ปริมาณการผลิต ข้อกำหนดด้านความเรียบ และรูปทรงของชิ้นส่วนรวมกัน ตารางต่อไปนี้สรุปเกณฑ์การเลือกหลักสำหรับวิธีการหลักทั้งหมด
| วิธีการ | ช่วงความหนา | ความเหมาะสมของปริมาณ | คุณภาพความเรียบ | บรรเทาความเครียด | กรณีการใช้งานทั่วไป |
|---|---|---|---|---|---|
| ค้อน / เปลวไฟ | อะไรก็ได้ | 1–5 ชิ้น | ต่ำ / ตัวแปร | บางส่วน (เฉพาะท้องถิ่น) | การเชื่อม, การซ่อมแซมนอกสถานที่ |
| กดยืดผม | > 50 มม. โดยทั่วไป | ชุดเล็ก | ปานกลาง | บางส่วน (แก้ไขจุด) | แผ่นหนา มองเห็นการเสียรูปได้ |
| ลูกกลิ้งปรับระดับอย่างง่าย | หนาปานกลาง | ปานกลาง | ปานกลาง | จำกัด | แผ่นโครงสร้างทั่วไป |
| เครื่องปรับระดับลูกกลิ้งที่แม่นยำ | บาง-ปานกลาง | สูง | สูง (≤ 0.5 mm/m) | ดี | การปั๊ม,การเตรียมการตัดด้วยเลเซอร์ |
| การปรับระดับความตึงเครียด | บางมาก-มีความแข็งแรงสูง | สูง (coil line) | สูงมาก | ยอดเยี่ยม | AHSS, ฟอยล์, การประมวลผลคอยล์ |
| การปรับระดับการรีดเย็น | บาง | สูง | สูงมาก | ดี | แผงตัวถังรถยนต์ ชิ้นส่วนที่มีความแม่นยำ |
| การปรับระดับการรีดร้อน | แผ่นหนา | สูง (mill-scale) | ปานกลาง–high | ดี | เหล็กโครงสร้างแผ่นต่อเรือ |
| การปรับระดับความแม่นยำไฮดรอลิก | 0.1 มม. – 60 มม | สูง | สูงมาก (≤ 0.1 mm/m) | ยอดเยี่ยม | การผลิตที่แม่นยำ การผลิตวัสดุผสม |
| การปรับระดับเปล | หนาปานกลาง | ต่ำ-ปานกลาง | สูงมาก | ยอดเยี่ยม | แผ่นการบินและอวกาศโลหะผสมพิเศษ |
ตรรกะการเลือกปฏิบัติ
เริ่มต้นด้วยวัสดุของคุณ หากคุณแปรรูปโลหะผสมและความหนาที่หลากหลายในโรงงานแห่งเดียว การปรับระดับความแม่นยำด้วยไฮดรอลิกเป็นวิธีเดียวที่จะจัดการสเปกตรัมทั้งหมดด้วยความสม่ำเสมอตามสูตร หากการดำเนินงานของคุณจำกัดอยู่เพียงตระกูลวัสดุเดี่ยวในปริมาณมาก ตัวปรับระดับลูกกลิ้งที่มีความแม่นยำซึ่งปรับให้เหมาะกับหน้าต่างนั้นอาจคุ้มค่ากว่า สำหรับฟอยล์ที่บางมากหรือเหล็กที่มีความแข็งแรงสูงขั้นสูงในแนวคอยล์ต่อเนื่อง การปรับระดับความตึงจะให้ผลลัพธ์ที่สม่ำเสมอที่สุด สำหรับการแก้ไขแผ่นหนาหรืองานเชื่อมซ้ำเป็นครั้งคราว การกดหรือการยืดผมยังคงเป็นทางเลือกที่เป็นประโยชน์
จากนั้นให้พิจารณากระบวนการดาวน์สตรีมของคุณ หากแผ่นปรับระดับจะถูกตัดด้วยเลเซอร์ ระดับความเค้นตกค้างหลังจากการปรับระดับจะมีความสำคัญพอๆ กับความเรียบทางเรขาคณิต การตัดด้วยความร้อนจะคลายความเค้นที่เหลืออยู่ หากจะมีการประทับหรือขึ้นรูปอย่างแม่นยำ ความเรียบสม่ำเสมอตลอดความกว้างถือเป็นข้อกำหนดหลัก การกำหนดความไวของดาวน์สตรีมก่อนที่จะเลือกวิธีการทำให้ขั้นตอนการปรับระดับแก้ปัญหาได้จริง ไม่ใช่แค่การเคลื่อนย้ายเท่านั้น
สำหรับการเปรียบเทียบเทคนิคและการกำหนดค่าอุปกรณ์โดยละเอียด โปรดดูคำแนะนำใน เทคนิคการปรับระดับโลหะ ครอบคลุมรายละเอียดระดับเครื่องมือเพิ่มเติมสำหรับแต่ละแนวทาง
บูรณาการการปรับระดับเข้ากับสายการผลิตที่สมบูรณ์
ในการผลิตโลหะแผ่นสมัยใหม่ การปรับระดับไม่ค่อยดำเนินการเป็นขั้นตอนเดียว ผลตอบแทนสูงสุดจากการลงทุนในการปรับระดับเกิดขึ้นเมื่อเครื่องปรับระดับถูกรวมเข้ากับสายการผลิตที่เชื่อมต่อกัน ซึ่งเชื่อมโยงกับเครื่องถอดรหัสต้นทาง ระบบการตัดหรือปั๊มที่ปลายน้ำ และระบบข้อมูลส่วนกลางที่บันทึกพารามิเตอร์วัสดุ การตั้งค่าแรง และผลลัพธ์ความเรียบสำหรับการตรวจสอบย้อนกลับ
การจัดการวัสดุตามสูตรเป็นกลไกในทางปฏิบัติ: เมื่อ ID วัสดุเปลี่ยนแปลง โปรแกรมการปรับระดับจะเปลี่ยนโดยอัตโนมัติ ซึ่งช่วยลดเวลาการตั้งค่าด้วยตนเอง และความเสี่ยงในการใช้พารามิเตอร์ที่ไม่ถูกต้องกับโลหะผสมหรือความหนาใหม่ ผลตอบรับการตรวจสอบขั้นปลายน้ำ — ซึ่งใช้ผลการวัดความเรียบเพื่อปรับแต่งรอบการปรับระดับถัดไป — จะปิดลูปและทำให้สามารถปรับปรุงได้อย่างต่อเนื่องโดยที่ผู้ปฏิบัติงานไม่ต้องดำเนินการใดๆ
ไม่ว่าจะเลือกวิธีการปรับระดับแบบใดก็ตาม จะต้องตรวจสอบความสมบูรณ์ของพื้นผิวควบคู่ไปกับความเรียบ การทำเครื่องหมายบนลูกกลิ้ง การดึงออกจากลูกกลิ้งที่ปนเปื้อน และรอยขีดข่วนเล็กๆ บนโลหะผสมที่ละเอียดอ่อน เช่น อลูมิเนียมหรือทองแดง เป็นสาเหตุของการปฏิเสธที่ปรากฏขึ้นหลังจากการปรับระดับ ไม่ใช่ในระหว่างการปรับระดับ วินัยในการบำรุงรักษา — การทำความสะอาดลูกกลิ้ง ความสะอาดของน้ำมัน การสอบเทียบเซ็นเซอร์ และการตรวจสอบรูปทรงเป็นระยะ — เป็นวิธีปฏิบัติที่ช่วยให้ผลลัพธ์การปรับระดับมีความสม่ำเสมอตลอดเวลา
สำหรับผู้ผลิตที่กำลังประเมินโซลูชันการปรับระดับความแม่นยำไฮดรอลิกเพื่อรวมเข้ากับสายการผลิตของตน ภาพรวมแอปพลิเคชัน ให้คำแนะนำการกำหนดค่าตามอุตสาหกรรมและประเภทวัสดุ











